


回流焊的基本原理解析
- Author:Wonderful
- Source:
- Date:2022-10-15 15:22:30
- View:663
回流焊的原理很简单,就是预先在电路板焊接部位施放适量的焊料,然后贴装表面组装元器件,再利用外部热源使焊料再次流动达到焊接的一种焊接工艺,回流焊的加热过程可以分为预热、保温、焊接和冷却四个温区,主要有两种实现方法:一种是沿着传送系统的运行方向,让电路板顺序通过炉内的四个温度区域;另一种是把电路板停放在某一个固定位置上,在控制系统的作用下,按照四个温度区域的梯度规律调节、控制温度的变化。其实,我们可以通过了解回流焊机的内部结构来更好地掌握回流焊的原理。
回流焊机结构组成:
回流焊机主要由传送系统、控制系统、加热系统和冷却系统四大部分组成。由于加热的方式不同,内部的组成结构也会有所不同,下面我们就以热分回流焊机为例:
(1)传送系统:传送系统主要有网带式和链条式两类,其中网带式传送可任意放置印制板,适用于单面板的焊接,它克服了印制板受热可能引起凹陷的缺陷,但对双面板焊接及设备的配线使用具有局限性;链条式传送是将PCB放置于不锈钢链条加长销轴上进行传输,其链条宽度可调节,以适应不同印制板宽度的要求,但对于宽型或超薄印制板受热后可能引起凹陷。
(2)控制系统:控制系统是回流焊机的中枢,其操作方式、灵活性和所具有的功能都直接影响到设备的使用,先进的再流焊设备已全部采用了计算机或PLC控制方式,利用计算机丰富的软硬件资源极大地丰富和完善了再流焊设备的功能,有效保证了生产管理质量的提高。
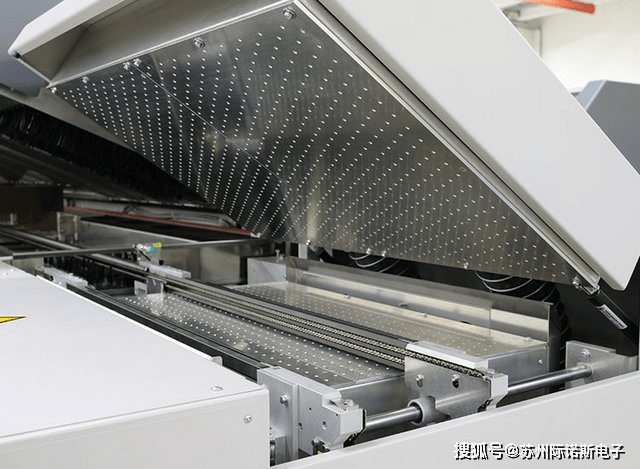
(3)加热系统:加热系统各温区均采用强制独立循环,独立控制,上下加热方式,使炉腔温度准确,均匀且热容量大,其中,温度控制器通过PID控制把温度保持在设定值,温度传感器采用热电偶测量气流的温度。
(4)冷却系统:冷却系统主要有热交换器冷却和风扇冷却两种,PCB经过回流焊之后,必须立即冷却,才能得到很好的焊接效果。在冷却系统中由于助焊剂容易凝结,必须定期检查和清洁助焊剂过滤器上的助焊剂,否则热循环效率的下降会减低冷却系统的效率,使冷却变差,导致产品的焊接质量下降。
回流焊机结构组成:
回流焊机主要由传送系统、控制系统、加热系统和冷却系统四大部分组成。由于加热的方式不同,内部的组成结构也会有所不同,下面我们就以热分回流焊机为例:
(1)传送系统:传送系统主要有网带式和链条式两类,其中网带式传送可任意放置印制板,适用于单面板的焊接,它克服了印制板受热可能引起凹陷的缺陷,但对双面板焊接及设备的配线使用具有局限性;链条式传送是将PCB放置于不锈钢链条加长销轴上进行传输,其链条宽度可调节,以适应不同印制板宽度的要求,但对于宽型或超薄印制板受热后可能引起凹陷。
(2)控制系统:控制系统是回流焊机的中枢,其操作方式、灵活性和所具有的功能都直接影响到设备的使用,先进的再流焊设备已全部采用了计算机或PLC控制方式,利用计算机丰富的软硬件资源极大地丰富和完善了再流焊设备的功能,有效保证了生产管理质量的提高。
(3)加热系统:加热系统各温区均采用强制独立循环,独立控制,上下加热方式,使炉腔温度准确,均匀且热容量大,其中,温度控制器通过PID控制把温度保持在设定值,温度传感器采用热电偶测量气流的温度。
(4)冷却系统:冷却系统主要有热交换器冷却和风扇冷却两种,PCB经过回流焊之后,必须立即冷却,才能得到很好的焊接效果。在冷却系统中由于助焊剂容易凝结,必须定期检查和清洁助焊剂过滤器上的助焊剂,否则热循环效率的下降会减低冷却系统的效率,使冷却变差,导致产品的焊接质量下降。
上一个
SMT回流焊工艺的优化与设备保养
下一个
SMT回流焊介绍
 QQ客服
QQ客服
